摘要:多转子的轴系找中心和调整是个很复杂繁琐的过程,在实际的检修中需根据每台机组自己的特性进行多次的测量、计算、调整达到最优效果,本文通过分析某电力集团属下300MW燃煤机组和GE9FA燃气蒸汽联合循环机组的轴系找中心依据和调整工艺的异同,给同类型机组检修提供参考意见。
关键词:300MW燃煤机组;GE9FA;轴系找中心;调整工艺
1、概述
1.1 300MW燃煤机组汽轮机设备概况
该汽轮机是哈尔滨汽轮机厂制造的N300-16.7/537/537反动式、单轴、双缸双排汽、高中压合缸、低压缸分流、亚临界中间一次再热凝气式汽轮机。
轴系由四条转子(高中压转子、低压转子、发电机转子、励磁机转子)通过刚性联轴器连接而成,主油泵安装在高中压转子前端,为双吸式蜗壳离心泵。每条转子通过2个径向轴承支撑,其中高压转子#1、#2轴承是由四块瓦块组成的可倾式轴承,通过改变底部45度的两块球面垫铁进行调整;低压转子#3轴承是半可倾式,#4轴承是椭圆式,通过改变固定在轴承箱上的瓦枕进行调整;发电机转子#5、#6轴承是椭圆式,通过定子整体调整;励磁机转子#7、#8轴承是圆筒式,通过励磁机整体调整。
1.2 GE9FA燃气轮机联合循环发电机组概况
该机组燃气轮机由美国GE公司生产,型号为PG9351FA,简单循环单机出力255.6MW,汽轮机是哈动力—GE联合制造的D10型三压、一次中间再热、单轴、双缸双排汽、纯凝式机组,单机出力141MW。
燃气轮机、蒸汽轮机、发电机共四条转子同轴布置,通过刚性联轴器连接,共采用8个径向轴承支撑,从燃机起#1-#5轴承均为由六块瓦块组成的可倾式轴承,#6-#8轴承为椭圆式。燃机转子、发电机转子通过改变燃机和发电机整体位置进行调整,汽轮机高中压转子、低压转子通过改变支撑轴承瓦枕背面分布的5块调整垫进行调整。
2、轴系找中心的考虑基准
大型发电机组经过长时间运行后由于基础不均匀沉降,轴瓦下部轴承钨金的磨损以及设备内应力的释放等原因,可能会引起轴系各靠背轮中心值发生变化。
正常来说,轴系找中心应该以处在汽缸膨胀死点的转子为基准往两边找中,但是哈汽300MW机组的主油泵在高压转子前端,如果是以低转子为基准,当中心张口数据偏差较大时,按照比例,#1瓦的调整量会放大很多倍。然而主油泵泵壳的安装方式决定其不能作很大的调整来配合高中压转子前端主油泵轴的摆动,所以该厂一直都遵循#1轴承基本不调,#2轴承尽量少调的找中思路,通过往后依次调整低压转子、发电机转子、励磁机转子使中心数据符合标准。沿用这找中思路,刚开始收到的良好的成效,减少高中压部分汽封修刮量,缩短工期,但是在经历了两三个大修周期后,问题开始集中爆发。发电机定子由于每次都往一边调整,台板碰触到定子底部弧形部分,已没有可调整的余量,中心数据超标只能作让步接收;励磁机每次都往下调,底部垫片抽完后不得不打磨支撑台板。这些问题都不能一次性解决只能做好记录在之后的大修周期中根据现场实际慢慢调回来。
另一种GE9FA联合循环机组由于前端的燃气轮机和尾端的发电机都能整体移动,所以其找中依据是以膨胀死点缸体上的低压转子为基准往两边找中,并根据实际对低压#5、#6轴承作少量调整,减少高压缸和轴系远端的调整量,由于燃机和发电机的可调余量都很大,暂时还没有发现暴露问题。
3、轴系找中心工艺差别
上述两种机型检修时由于检修盘车的结构不同、可倾瓦的瓦块数量不同,使得找中工艺上存在差别。300MW燃煤机组的检修盘车是一个独立的设备,具有正反转功能,而且该汽轮机的下半可倾轴承只有两块瓦块,高中压、低压转子在轴承上能自动找正,架好端面和圆周表后,盘转90°,反转松开传动销,然后再脱开盘车离合以解除齿轮受力对转子中心产生的影响,读取一周数据即可得出中心数据。
而GE燃机机组的可倾式轴承下半部分由三块瓦块组成,这种结构能使转子在高速运行时具有更高的自由度,但静止时转子并不是落在轴承的洼涡中心上,因此,该轴系找中前先要把转子找正。在轴颈径向的水平处打表,用千斤顶左右推顶转子靠背轮(当液压泵受到很大力时慢慢松开液压阀到表针不动时说明转子已推到一边的极限位置),确定转子径向的活动量,其中点位置则为可倾轴承的洼涡中心,然后在两边的瓦块背后用铜片嵌牢固,防止转子左右偏移影响中心数据。此外该检修盘车是卡套在运行盘车顶部,这一结构决定了轴系盘向不能反转只能用千斤顶松开传动销,所以过程中要密切监视每个轴颈处百分表变化,确保中心数据真实有效。
4、轴承垫铁调整量的计算方法
在准确测量出中心数据后,根据比例,通过相似三角形原理算出每个轴承的调整值,再换算出轴承背面不同角度上垫铁的实际调整量。检修现场中,轴承调整计算都不容易错,但垫铁调整量计算就很容易出现混淆,而且往往是在复查中心时才会发现,功亏一篑。垫铁调整计算方法如下:
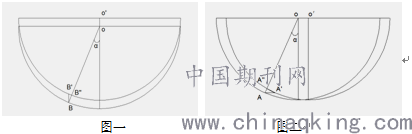
如果轴承需要平移OO'(如图一),那在∠α处的调整垫铁即由A移到A'处,而此处实际需要增加的调整垫厚度为AA'',根据三角关系有AA''= OO'(或AA')×sinα,轴对称另一边则减少同样的厚度。
如果轴承需要抬高OO'(如图二),那在∠α处的调整垫铁即由B移到B'处,而此处实际需要增加的调整垫厚度为BB'',根据三角关系有BB''= OO'(或BB')×cosα,轴对称另一边也是增加同样厚度,反之,如果轴承需降低则两边减少相应的垫片。
现实中基本都是以上两种情况的叠加,正弦和余弦函数都需要用上,该电力集团300MW煤电机组的轴承背部垫铁在都在45°对称位置上,实际计算中sin45°= cos45°≈0.71,因此就算在叠加计算中数值也不会出错。但在GE机组中轴承背面分布5块垫铁,分别在水平对称位置、30°对称位置和底部。左右和底部的调整量很简单,左右移动时,一边加垫另一边抽垫底部不变;高低调整时,左右不变底部加减相应垫片;30°位置的垫片则需要根据以上原理代数求和。为减少出错概率,我们可以用一种直观的方法增强理解,如上图一、二所示,水平调整量AA''随角度单调增,而正弦函数在0-90°内也是单调增,所以用正弦函数;高低调整量BB''随角度单调减,余弦函数在0-90°内也是单调减,因而应用余弦函数。方法因人而异,最终的目的都是通过准确的计算调整使中心符合标准。
5、小结
轴系找中心,每种机组类型可能因结构的差异使得实际的调整工艺不一样,但其原理是相通的且都要我们必须着眼现场,确保初始的数据准确,能真实反映出轴系的情况。然后是中心计算,需多方面的综合考虑,兼顾整个轴系,发现问题要及时反思,纠正错误。上述该集团燃煤电厂即刻举一反三,在之后另外几台机组的大修中都能对主油泵动静间隙和轴系末端的调整量做出平衡。
参考文献:
[1]催传涛 汽轮发电机组轴系找中心计算方法 华电科技 2011
[2]王福谭、胥学峰 汽轮机轴承垫铁调整对转子找中的影响 热力发电 2004
论文作者:黄耀文
论文发表刊物:《基层建设》2017年第24期
论文发表时间:2017/12/4
标签:转子论文; 轴承论文; 机组论文; 中心论文; 汽轮机论文; 瓦块论文; 发电机论文; 《基层建设》2017年第24期论文;