钟锦
佛山市保利来建材实业有限公司 528000
摘要:随着建筑外观的不断发展及变化,双曲面铝单板作为建筑幕墙装饰材料之一,应用越来越广泛,铝单板的双曲面一般采用手工或半手工加工成形。本文对幕墙装饰铝单板的产品特点进行分析,根据无模多点成形技术的原理,提出一种适用于双曲面铝单板加工的无模多点成形设备冲头群组结构。
关键词:双曲面铝单板;板材成形;群组结构;成形缺陷
随着世界经济的发展,人类对房地产及建筑大楼的功能、外观、设计风格要求越来越高,因而现代高端建筑的外观多采用艺术造型,摆脱过时的建筑样式的束缚,放手创造新的建筑风格。带艺术造型的建筑外观设计,多采用双曲面来实现,而铝合金板材其成形性、可焊性和耐蚀性均佳,经氟碳喷涂表面处理后的铝单板耐候性、保色性强,同时存在重量轻轻易于施工安装、强度够及耐火性能强等优点,固铝单板成为带有双曲面外观设计建筑装饰的主要材料之一。双曲面或称:三维曲面、自由曲面,其表面曲率从任意方向都是变化的,且无严格规律。
1.背景技术
幕墙装饰用双曲面铝单板一般都不成批量,以单件小批量产品为主,如采用模具成形不但成本高,而且产品变化时模具就需要更换,缺乏柔性,极大地延长了产品生产周期。因此,一般情况下双曲面板采用手工或半手工成形,手工成形存在质量差、精度低、效率低及劳动强度大等缺点,且加工出来的产品达不到理想的表面外观,难以满足高端市场对产品的要求。
2.研究方向
采用无模多点成形技术,可以有效的规避模具及手工制造的弊端。无模多点成形是利用高度可调节的数控液压加载基本群体单元形成离散曲面,进行多点压延的加工技术,将柔性制造技术和计算机控制技术合为一体。该技术利用多点成形装备的柔性与数字化制造特点,无需换模就可以实现不同曲面的成形,从而实现无模、快速、低成本的生产。由于成形模具的可重构性,多点成形具有显著的技术优势:对于以单件、小批量为主的铝单板,这一技术能取代手工成形等落后的方式,可实现零件的规范成形。
2.1无模多点成形基本原理
无模多点成形是一种板材三维曲面柔性制造技术,其基本原理是由一系列规则排列的基本体点阵代替整体式冲压模具(如下图),通过计算机控制调节基本体单元高度形成所需要的成形面,实现板材的无模、快速、柔性化成形。多点模具成形时,首先按所要成形的铝单板双曲表面几何形状,调整各基本体位置的Z轴坐标(各位置深度),构造出多点成形面,然后按这一固定的多点模具形状成形板材。
2.2无模多点成形系统的构成
一个基本的多点成形系统由三大部分组成,即CAD/CAM软件、计算机控制系统及多点成形主机。CAM软件系统根据成形件的目标形状进行几何造型、成形工艺计算等,将数据文件传给控制系统,控制系统根据这些数据控制压力机的调整机构,构造基本体群成形面,然后控制加载机构成形出所需要的成形曲面。
3.研究内容
幕墙装饰用双曲面铝单板,一般为单件产品,每一件产品按照既定位置安装配合后,形成双曲装饰面。由于每一件产品的大小不一,板材最宽可达2米,最长可达6m,变化的弯曲半径一般在0.5米-3.5米之间,弯曲拱高最高可达1.3米。为了适应不同尺寸规格的产品加工,现有的无模成形冲头基本体群组结构往往不能对产品进行全覆盖加工,因而需要针对性的进行设计改造。
3.1双曲面铝单板无模成形冲头基本群体组结构方案
1.冲头群组单元体框架 11.卡条 12.卡槽
如上图,冲头群组单元体框架设有卡条及卡槽,卡条与卡槽相互配合,将单元体连接配合到一起,同时柔性冲头安装于框架中(见下图),以矩阵的形式排列安装。
.jpg)
2. 柔性冲头基本体 3. 冲头群组单元体框架
该结构的特点:①以单元体的形式横向及纵向叠加,②叠加后的整体大小可以根据铝单板的最大尺寸调节大小,实现针对铝单板的大小尺寸全覆盖加工,③各单元体以卡槽和卡条的形式配合,相邻的单元体可以有一定的相对错位,当出现柔性冲头行程不够时,可以通过调节单元体框架进行位移补偿,④每个单元体都可以单独拆卸及更换,便于设备维护及保养
3.2加工缺陷及消除方法
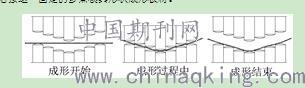
压痕是多点成形中所特有的成形缺陷。在多点成形中,板材受到的外力来自于柔性冲头基本体对板材的接触作用力。球形凸模和板材,二者接触区域是球面的一部分,接触面积极小,基本上为点接触。在接触处,板材将会受到很大的作用力,必定要在板材上留下压痕,从而影响成形产品表面的外观和精度。这种压痕通常包括表平面压痕和包络压痕两种情况,如下图
.jpg)
表面压痕是冲头压入板材,在板材表面留下凹坑,是一种局部变形。这时板材的塑性变形集中在与冲头接触的区域内,该区域内的板厚变化较大,从接触区中心到区域边缘厚度变化由大到小,未与冲头接触的区域仅产生很小的变形或不产生变形,厚度变化很小或为零。包络压痕类似于局部拉深的变形,板材包裹于冲头上,在全板厚范围内同时发生整体面外变形,在板材上形成冲头形状的凹陷或凸起。这种变形以板材的拉胀变形与弯曲变形为主,接触区域内板厚比较均匀,厚度变化不大,未与冲头接触的板材也跟随变形部位发生面外变形。
通过对压痕形成的分析可以看出,压痕主要是由于接触压力的高度集中、变形过于局部化等造成的。对于双曲面铝单板,主要需要保证板材边缘尺寸及表面外观质量,双曲面曲率精度相对要求不高,针对表面成形缺陷可采取如下措施消除:①柔性冲头采用更大半径的凸模,增加凸模与板的接触面积,减轻成形凹凸缺陷,②适当增加铝板厚度,增加板材凹凸变形的抗力,③对于局部凹陷面积大凹陷深的包络压痕,采取手工铁锤轻敲进行粗修复,④用打磨机对表面凹凸不平进行精修,一边打磨一边带手套触摸铝单板表面,直至无明显的凹凸不平手感,⑤用抛光机抛光铝单板表面,消除表面打磨痕迹,直至触摸表面无凹凸不平手感,⑥对于局部小范围凹凸不平难以修复的位置,采用先刮高温原子灰,后抛光处理,但只允许小面积的刮灰处理,大面积刮灰会有后工序表面涂层脱落的风险
4.结语
双曲面铝单板作为建筑尤其是带艺术造型的建筑的重要装饰材料,其加工性能优秀,表面经氟碳喷涂处理后能保持十年甚至数十年的优异性能,在建筑外墙及室内装饰领应用域越来越广泛。本文对双曲面铝单板的成形加工,提出了采用无模多点成形的现代化加工方式及设备结构,希望能逐渐替代精度低、表面质量差、生产周期长的手工成形制造。
参考文献:
[1]李明哲,蔡中义,崔相吉.多点成形—金属板材柔性成形的新技术[J].金属成形工艺,2002,20(6):5-9
[2]裴永生[1],李明哲[1],蔡中义[1],付文智[1],隋振[2].板材变路径多点成形的理论分析与实现[J].农业机械学报,2003,34(2):114-116
[3]游嘉[1],姜献峰[1],吴海平[1].基于逆向工程与快速成型技术的个体化钛网塑形研究[J].轻工机械,2009,27(6):85-86.
[4]金属板料无模多点成形制造系统[J].中国高校科技与产业化,2003(1):73-73.
[5]刘纯国,李明哲,等.大型3维板类件多点闭环成形的研究[J].中国机械工程,2000,11(12):1326-1329.
[6]Hardt D E, Webb R D,Suh N P. Sheet metal die forming using closed-loop shape control. Annals of CIRP, 1982, 31(1):165~169.
论文作者:钟锦
论文发表刊物:《防护工程》2018年第13期
论文发表时间:2018/10/25
标签:多点论文; 双曲面论文; 单板论文; 板材论文; 表面论文; 柔性论文; 冲头论文; 《防护工程》2018年第13期论文;