摘要:液压传动由于具有一系列特点,因此获得广泛的应用。油压机是一台使液压油在油箱循环通过液压阀,促使油缸 / 活塞循 环做功从而完成一定机械动作来作为生产力的一种机械设备。它的工作介质是液压油。油压机在使用过程中会遇到不同的设备故障, 有大有小、有设备设计原因、也有环境及人的因素,造成这些设备故障的原因很多,它们与所有的液压传动设备出现的故障是有相似性, 也有特殊性。
关键词:油压机;液压传动;设备故障;系统改进
目前,液压传动已遍布各个工业领域,从军用到民用,从重 工业到轻工业,从蓝天到水下,到处都有液压传动及控制的装置。 液压传动设备的维护检修就显得尤为重要。
1、液压传动的基本概念
为了说明液压传动的工作原理,现以日常用的手动千斤顶为 例,这是一种最简单的液压传动装置。当掀动千斤顶手柄杠杆时, 千斤顶的活塞作往复运动。当活塞上升时,由于泵缸容积的增大 而形成真空,油箱中的油液被吸入泵内,活塞下压时,油液被挤 出泵缸,顶开排油阀输送到液压缸中,迫使液压缸的活塞带动负 载重物一起上升。当需要将液压缸的活塞放下时,只需打开泄压 阀即可。
从以上原理可见,液压传动是以液压油为工作介质来进行能 量转换、传递和控制的传动形式。它的主要特点是靠密封工作腔 的容积变化来进行工作,主要通过液体介质的压力(压强)来进 行能量的转换和传递。作为一个完整的液压传动装置,除了液压 泵和液压缸(当输出不是直线运动而是旋转运动时,则为液压马达) 这两类动力元件外,还需配备对液流的流量、压力和流动方向进 行控制的液压控制阀和其它必要的辅助元件。这就构成了一个完 整的液压传动设备。
2、针对压制稀有金属油压机故障原因分析判断
2.1 压制稀有金属油压机是通过液压系统产生的压力将稀有金属 颗粒压制成电极块的一台机器设备。它有 3 个系统:提升系统、 加压系统、间隙加压系统。油压机上油箱充液阀通常是常闭的, 只在提升过程打开,加压时充液阀关闭,2 台主泵同时加压,另 一台主泵每 4 秒钟间隙加压,当压力达到设定的 30Mpa 时,系统 自动泄压,电极块被挤出,油压机继续重复下一个压料过程。油 压机的系统最高压力可达到 40MPa,最大可压制 200 公斤电极块。 一般设定压力值为 30Mpa,就可满足电极块压制的密度。由于装 备配置,压制稀有金属油压机是整个产品生产环节中的咽喉所在, 所以油压机的正常生产就显的重要,减少油压机的故障率就成为 重中之重。
2.2 压制稀有金属油压机现状 压制稀有金属油压机经过机电改造后,由手动操作变为自动
控制,实现了集成化、自动化,大大减少了人力成本。但同时对 油压机的油液清洁度及周围的现场环境,以及我们的维护检修提 出了更高的要求。由于稀有金属压制油压机压制的金属粉尘颗粒 多,在倒进模腔过程中,还要经过挑料→配料→混料→振料→送 料等过程,所以现场粉尘在空气中含量多,很容易进入油液中, 污染系统中的液压油。这些被污染的油液会对液压系统中的元件 造成很大的损害,特别是全自动化设备中的检测仪器如压力表等。 油压机在运行过程中出现的设备故障不仅有油液污染影响,而且 液压系统设计不合理性也对油压机的液压元件造成了大的损害。
2.3 油压机故障现象及原因分析
2.3.1 环境及人为因素造成的设备故障液压设备的大部分故障原因是油液污染后对液压元件的损害造成的。这些被污染的油液会对液压系统造成很大的危害。例如 油压机的一次正常生产过程中,主缸突然开始下滑,滑到底后,即使再提升依然下滑,经过系统分析后,发现问题主要是出在提 升系统的换向阀上,拆开后发现换向阀阀芯上有一层厚厚的粘滞 物,导致阀芯回不到原位,油液内泄,所以主缸不断下滑。检修液压设备最主要是了解它的系统原理,熟悉现场管路结 构,这样才能准确查找出设备故障问题。同样是在检修油压机过程中,由于检修人员的疏忽及对设备的不熟悉造成过重大设备事 故。同样是压制稀有金属油压机在提升过程中,主缸的油液返回 上油箱是通过两路:一部分是经过常开式的充液阀直接返回上油 箱,还有一部分来不及返回的油液受主缸提升的挤压通过加压管 道绕行回上油箱。绕回油箱的管路与上油箱连接处有一个阀门,为了便于检修管道可关闭该阀门防止上油箱油液流出。有一次检 修过程中,为了解决管道密封漏油,关闭了该阀门,但检修人员 在更换完密封圈后,忘记打开该阀门。在试车过程中,主缸加压 正常,管道也不漏油,就在泄完压提升时,产生一声巨响,直径 Ф100mm 的厚壁管断裂,掉落在下油箱顶上,砸坏两件液压元件, 液压油瞬间喷出,污染了整个厂房。再次启动主泵,发现主泵超 过极限压力,已损坏,而且造成多处油管焊缝漏油。
通过上面的经验教训,我们要牢记液压设备不同于一般机械 设备,对液压设备的系统原理及设备结构越熟悉,检修时犯的错 误就越少,也更容易查找设备故障原因,而且检修时已经要细心, 记住自己的拆装顺序,不要有遗漏和疏忽,试车前要仔细检查检 修过的设备元件。
2.3.2 系统设计不合理及改进 压制稀有金属油压机的控制系统是由一台叶片泵、溢流阀及电磁换向阀组成的。在油压机启动工作时,控制系统一直处于待 压状态,控制压力为 80bar。由于叶片泵等液压元件长时间待压 工作产生热量,既损害液压元件,增加成本,也导致油液升温快, 油液氧化严重,不利于油压机的正常工作。经过分析可发现,油压机的控制系统压力只有在主系统动作 时才需要,主系统处于静止等待状态,控制系统的压力无用武之 地,而且对控制系统各液压元件的寿命产生影响。所以当主系统 不动作时,需将控制系统压力降为 0 bar,也就是改为无压启动。 控制系统的电磁换向阀中位机能是 O 型阀,如图所示:
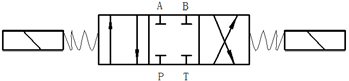
叶片泵启动时,油液流经电磁换向阀 P 口处堵住,产生压力, 该控制系统压力随溢流阀调定。现将该电磁换向阀改为中位机能 为 M 型阀,如下图所示:
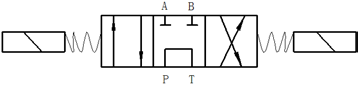
叶片泵启动时,油液到电磁换向阀 P 口处经 T 口流出回到油 箱,该控制系统一直处于无压状态,只有当主系统需要时,电磁 换向阀换向,离开中位,控制系统压力随溢流阀调定的压力建立 起来。这样就避免了控制系统长时间处于待压状态,减少了资源 的浪费,改进了设备的工作状态。
3 结论
随着工业现代化的发展,大型液压系统在军事工业和民事工业中的应用越来越广泛。如千吨到万吨的大型油压机,加工中心等等。液压系统的发展使其控制系统做得也越来越精密,特别是 从国外进口的不少大型液压系统,在生产实践中发现不少问题, 如工作机构的不稳定、系统设计不合理、泵的早期磨损、伺服阀 和调压阀的卡死等经常发生,这就要求我们从理论和实践中总结 分析设备故障的原因并改进设备的工作方式,有效的控制油液的 污染,尽可能地熟悉掌握液压系统及液压元件的工作原理,提高 设备生产率。
参考文献:
[1] 林建亚 , 何存兴主编:《液压元件》, 机械工业出版社; 1982.
[2] 曽祥荣,叶文柄、吴沛容编著:《液压传动》,国防工 业出版社;1980.
论文作者:李永刚
论文发表刊物:《大众科学》2017年10期
论文发表时间:2018/4/19
标签:油压机论文; 液压论文; 设备论文; 稀有金属论文; 控制系统论文; 压力论文; 液压油论文; 《大众科学》2017年10期论文;