摘要:随着自动化控制技术在工厂设备上越来越多的应用,变频器的高智能化、高可靠性、低价格和免维护的优势,以及变频器节能降耗的作用也更加明显,变频器在自动化控制中应用也将越来越多,并且起到至关重要的作用。
关键词:变频器;伺服驱动;电动机
1.机床的控制原理及存在问题
沈阳SM-002型质量定心机,采用欧姆龙CQM1H-CPU51型可编程控制器控制,并与工控机进行通信,控制整个机床动作。
主轴驱动采用西班牙FAGOR公司生产的SPD-2.50型主轴驱动模块,控制FM7-A110型交流主轴电动机,实现主轴的恒速运转(300r/min),进行稳定测量,保证加工精度。在使用过程中,该机床出现主轴电动机转速达不到设定速度,使机床不能正常进行测量的故障。通过检查发现,主轴电动机的测速编码器损坏。
2.改造方案
2.1改用变频器后的控制原理。通过分析机床控制原理,使用变频器代替原主轴驱动模块,对电动机进行控制。现场测量、分析机床的实际情况,采用富士RN11G9S型变频器控制普通三相异步电动机(Y132M-4、7.5kW),实现主轴恒速运转,并且能够定位停车。主轴运转时,提供一个信号,使电动机按设定转速运转;主轴停止时,通过外部延时使主轴减速实现定位停车,如图1所示。
.png)
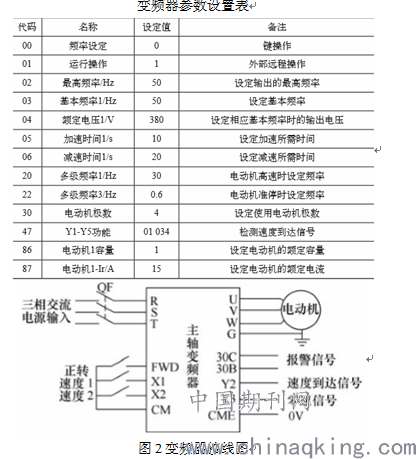
FWD为变频器的正转信号端子,X1为变频器速度1信号端子,X2为变频器速度2信号端子,COM为公共端子。启动时,由PLC发出正转信号和速度1信号来驱动中间继电器,中间继电器的常开触点接入变频器FWD/X1/COM,从而控制变频器的正转运行,驱动主轴电动机旋转,使转速保持恒速300r/min;测量结束时由PLC发出正转信号和速度2信号,来驱动中间继电器,中间继电器的常开触点接入变频器FWD/X2/COM,控制变频器低速正转运行,主轴电动机低速旋转减速至检测到准停信号时停止。Y2为变频器输出的速度到达信号端子,Y3为变频器输出的零速信号,CME为输出公共端子接外部0V。当主轴电动机旋转达到设定转速时,Y2输出信号给PLC确认主轴转速到达,系统进行测量;当主轴电动机减速至准停后,Y3输出信号给PLC确认主轴到达准停位置,机床进行钻中心孔。变频器接线如图2所示。
2.2选用变频器时的注意事项。①变频器功率值与电动机功率值相当时最合适,以利变频器在高的效率值下运转。②若变频器的功率分级与电动机功率分级不相同,则变频器的功率要尽可能接近和略大于电动机的功率。③当电动机属频繁起动、制动工作或处于重载起动且较频繁工作时,可选取大一级的变频器,以利变频器长期、安全地运行。④经测试,电动机实际功率确实有富余,可以考虑选用功率小于电动机功率的变频器,但要注意瞬时峰值电流是否会造成过电流保护动作。
2.3变频器参数设置,如附表所示。
3.改造后的使用效果
主轴电动机采用G9S高性能变频器驱动,即使在低转速(低频)运行下也能平稳输出100%的转矩,以满足转笼准停到位的需要。此主轴的转速由两个PLC信号来控制输出频率,实现了测量运行及转笼准停时两个不同的转速,同时启停信号由PLC控制,提高自动化程度。通过改用变频器控制,达到了机床原先的工作效果。
4.结语
通过本文希望能够在变频器的应用方面提供一些借鉴作用,掌握变频器使用的一些方法。充分了解变频器的结构、控制原理及参数设置等,使变频器在工厂设备上得到更好的应用,达到最佳工作状态。
参考文献:
[1]沈阳数控机床有限责任公司.SM-002质量定心机使用手册[E].辽宁:沈阳数控机床有限责任公司,2005.
[2]欧姆龙集团.欧姆龙CQM1H编程手册[E].北京:欧姆龙(中国)有限公司,1999.
论文作者:赵紫龙
论文发表刊物:《电力设备》2017年第18期
论文发表时间:2017/11/6
标签:变频器论文; 主轴论文; 电动机论文; 信号论文; 转速论文; 功率论文; 机床论文; 《电力设备》2017年第18期论文;