德科摩橡塑科技(东莞)有限公司 523118
摘要:随着塑料制品应用的日益广泛,人们对塑料加工新方法、新工艺的探索也越来越重视。机械式柱塞挤出成型是一种新的塑料加工方法,国内少见,与常规方法相比具有特殊性,因此能够用于加工超高分子量聚乙烯和聚四氟乙烯等高粘弹性材料。
机械式柱塞挤出机是利用曲柄连杆机构给冲头提供动力,通过高频率的冲头的冲压来实现连续性挤出。机械式柱塞挤出机和液压式柱塞挤出机相比,其特点是冲头冲压频率高制品密实,回弹小挤出模内压力脉动小,制品竹节现象得以改善设备简单,成本低。
关键词:机械式柱塞冲压挤出机;管材
一、机械式柱塞挤出的物理模型
液压式柱塞挤出机作为一种塑料加工设备出现已经非常早,随着螺杆加工的出现己经逐渐处以次要位置。但机械式柱塞挤出机却是近年刁'出现的,其继承了液压式柱塞挤出机加工材料不受分子量限制的优点,也克服了液压式柱塞挤出机推压频率低的缺点。
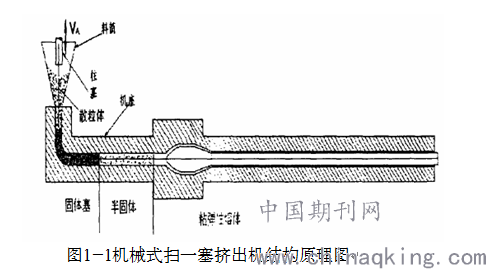
机械式柱塞冲压挤出机的结构原理如图1-1所示,这是一种机械式柱塞管材挤出机的结构原理图。其工作原理是用供料螺杆挤出机供料,在料仓中粉状物料在重力的作用下填满挤压室,这时冲头下移开始挤压物料,松散的物料逐步被压实为密实的固体塞,随着冲头的进一步推进,机筒内的物料整体向口模方向推进,同时物料受到机筒的方向的热传导和摩擦生热的共同作用,逐步熔融为粘弹性的熔体,经分流后进入口模成型,高粘弹性熔体受到很大的压缩,储存了大量的弹性势能当冲头回退时,聚合物熔体内部的弹性势能开始向两端释放,同时推动机筒入口处固体塞的回退以及口模内制品的连续挤出。物料在整个挤出过程中经历了“固体一半固体一高粘弹性熔体”的变化过程,是一种近似的“塞流”的输送机理。
由于UHMWPE熔体的高粘弹性,在臼模内熔体和型腔内壁产生很大的粘附摩擦力,从而产生很大的挤出阻力,保证了加料部分的粉状物料能够压实,使制韶,更加密实。同时,一妇一挤出时高粘弹性熔体受到很大的压缩而产生体积形变,储存了大量的弹性势能,当冲头回退时,几后端机筒入日处的固体塞的压力急剧卜降,熔体内部的弹性势能开始释放,推动口模内的物料和固体塞向两端运动。由于物料的粘弹性的特点,其能量的释放是一个缓慢的过程,当口模出口处的制品速度还没有下降到零时,冲头的下一个冲压周期到来,物料又重新开始压缩。因此机械式柱塞挤出机内的高粘弹性熔体受到反复的“压缩一释放”,实现了机械式柱塞挤出的连续挤出成型。
1.1固体加料段
在机械式柱塞挤出机的料斗内,物料是靠冲头间歇性冲压加入挤出机料斗的。当冲头升起时,物料是以散粒体的形式靠重力作用进入冲头的冲压室当冲头开始挤压物料时,松散的物料逐步被压实,压力增大,物料的松密度增加,当压力增大到一定值时,松散的物料被逐渐压实成为固体塞,机筒内的物料开始整体向前运动。物料在冲头的周期卞往复冲压作用下,间歇性推动物料向前运动。
由于粉状物料在料斗中的不断受到冲头的往复冲压,避免出现单螺杆挤出机中石机筒的进料处出现的“架桥”或“阻塞”现象。为了使物料能够充满整个挤压室,料筒中的物料的高度必须保持在一定范围,既不能使物料溢出料筒,也能使物料填满机筒的加料仓,保证挤出产量和质量的稳定性。
在机械式柱塞挤出机的料筒中,物料的选择是机械式柱塞挤出的最重要的因素,所加工的物料必须满足以下条件好的自由流动性高的松密度较好的颗粒稳定性适当的颗粒硬度原料的清洁性。只有粉体物料才能用于机械式柱塞挤出,同时为了能够满足制品的横截面的填充,物料必须具有好的流动性和好的整体密度,这两方面决定了粉体物料能否用于机械式柱塞挤出。另外还应注意,每次推压的过程中的精确计量加料对于制品的质量控制是非常关键的。1.2熔融塑化段
固体塞在冲头的推动下从加料段机筒到达熔融段机筒,由于物料和机筒的机械摩擦作用,固体塞靠近机筒的部分温度已经很高,再加熔融段外加热的热传导,与机筒壁接触的固体塞表面上首先达到了物料的熔点,产生了聚合物熔膜,随着挤出的进行,与熔体接触的固体床不断熔融缩小,最终达到全部熔融。熔融段内物料是“固液”两相共存,是一种“一半固体”的形式。
在机械式柱塞式挤出机中,物料的输送机理是压力作用下的正位移输送,且机械式柱塞挤出是一种间歇性挤压方式,熔融段物料的挤出速度随时间在周期性变化,为简化分析,假设物料的运动速度是均匀的,通过平均速度来计算熔融段所需要的长度。因此当在固体床的表面温度达到物料的熔点时,熔融段开始,在机筒内形成环状熔膜,逐渐向机筒的中心发展,最终达到全部熔融。熔融段的初始条件从固体加料段而来,包括生产率、压力、固体床的温度分布等。
二、固体加料段数学模型的建立
2.1机械式柱塞挤出基本假设
冲压机筒内的粉体固体料已经被压实成密实的无内部变形的固体塞。固体塞与机筒内壁面间紧密的接触。粉体固体物料与机筒的摩擦系数是常数,符合库仑定律。冲头和机筒之间的间隙忽略不计,因此,就认为冲头传递来的压力在固体塞截面上均匀分布。忽略机筒内部物料的重力。物料的物性参数如导热系数、热扩散系数等在预热过程中都不随温度变化,视为定制。固体塞预热开始时视为温度均匀电加热圈温度在设定好以后,其温度不随时间发生变化。
2.2固体塞的温升
在机械式柱塞挤出中,为了减小熔融段的机筒长度,在加料段一般都给物料进行预热。机筒外壁加热圈温度设置一般为℃。固体塞得温升热量来源于两部分,一部分是固体基和机筒内壁摩擦产生的热量另一部分是机筒外加热热传导来的热量。
2.3熔融塑化段数学模型的建立
固体塞物料被输送到熔融段后,由于外加热的作用,最先在固体塞得上表面开始熔融,逐渐扩散,到整个固体塞都全部熔化为粘弹性的熔体。在该段,物料是固液相共存。熔融段的初始条件从固体加料段而来,包括生产率、压力、固体床的温度分布等。在笔者开发的这套柱塞挤出系统中,熔融塑化段采用了特殊的狭缝界面设计来代替普通的圆形界面。其目的就是为了使物料熔融塑化容易,缩短熔融段机筒的长度。但是,这种特殊的截面设计就给数学模型的建立带来了困难,这也就是本课题的难点所在。
基本假设:
1.挤出过程是稳定的,即在挤出过程中,机筒内的固相与液相的分界面保持不变。固相以相对稳定速度在在分界面上熔融
2.整个固相为均质的连续体
3.塑料的熔融温度范围比较狭窄,因此固液相之间的分界面比较明显
4.机筒与固相的横断面都是矩形的
5.从机筒传来的热量通过固液分界面传给固相
6.忽略液相的剪切流动,假设为塞流运动。
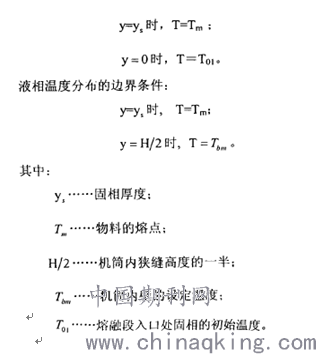
根据以上假设,熔融段的固相温度分布边界条件
三、熔膜质量平衡
.png)
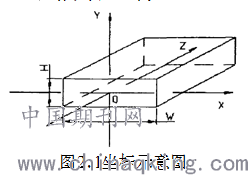
在该计算中取坐标系如图2.1所示。如图2.2所示,取熔膜z向微元,熔膜在经过微元dz后流率由Q,变化至Qh+dQh。,增量的来源为固体熔融所增加的熔体,由质量守恒原理可得
.png)
3.1固相质量平衡
固相的质量平衡与熔膜的质量平衡时互相藕合的,它们的和应为总的输送流率:
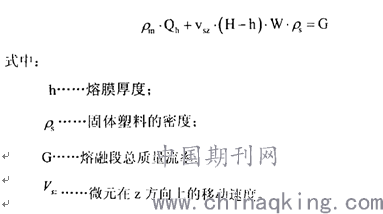
从上面式可以看出,当熔膜以及囚体塑料参数己知时,可以用该式求出固相速度。
结束语:
液压式柱塞挤出机已经出现的非常早,但机械式柱塞挤出机是一种比较新的加二方法,用机械式柱塞挤出机加工管材更是一种新的尝试。其实验以及理论方面的很多工作还根本没有人涉及,本课题中笔者在实验和理论方面做了大量的工作,在本课题的进行过程中也出现了很多问题和笔者由于时间关系没有做的很多工作。
参考文献:
[1]刘广建,魏晓峰双柱塞超高分子量聚乙烯特殊挤出成型工艺研究塑料,2016
[2]魏晓峰,刘广建超高分子量聚乙烯的成型工艺最新研究现状塑料挤出,2014
[3]余同隐,何曼君等高聚物粘弹性,科学技术出版社,2014
[4]周彦豪聚合物加工流变学基础,安交通大学出版社,2015
[5]周光泉,刘晓敏,粘弹性理论,中国科学技术出版社,2015
[6]金日光高聚物流变学及其在加工中的应用,化学工业出版2015
论文作者:吴恒毅
论文发表刊物:《基层建设》2017年第15期
论文发表时间:2017/10/9
标签:物料论文; 机筒论文; 固体论文; 挤出机论文; 柱塞论文; 粘弹性论文; 冲头论文; 《基层建设》2017年第15期论文;