摘要:工程机械的组成部分有很多,且每个部分都有着独特的作用和意义,其中一项比较重要的组成部分就是覆盖件,又被称之为机罩或护罩。一般工程机械的覆盖件所采用的都是薄板加筋板焊接结构,很容易在制造与装配过程中发生变形,给装配造成困难的同时还影响到产品整体的外观。基于此,本文在新形势下对工程机械覆盖件结构与工艺的改进进行了相应的论述,提出了采用薄板冲压成型结构,既避免了加强筋板的焊接,又减少了变形的发生机率,极大的提高了机械产品的外观质量。
关键词:工程机械;覆盖件;结构工艺;焊接
工程机械总体组成部分中覆盖件属于比较重要的一项,通常处于机械的外在表面上,被人们称之为是工程机械的外衣。其实,机械结构的功能不会因为覆盖件而受到影响,但是却有着其他不可缺少的重要作用。普遍见到的覆盖件有发动机上罩、侧护罩等等。工程机械覆盖件主要有两方面的功能,一方面用于对机器内部零部件如发动机、电气元件等的防护。如果没有必要覆盖件防护,雨水、尘土等会进入机器的动力、传动、液压、电气等系统,一些电气元件在机器使用过程容易受到磕碰,导致机器故障或寿命缩短。另一方面用于改善机器的外观造型,使机器有一个符合审美的造型和整体外观。由于机罩一般不起支撑作用,受力较小,因此多采用薄钢板,也有部分采用玻璃钢。由于机罩多采用薄钢板制作,加上外形尺寸较大,变形问题时有发生,影响到机罩的安装和最终的产品整体外观。
1 针对原有的机械覆盖件结构及制造工艺分析
1.1 结构设计
如果所采用的材料为薄钢板,那么工程机械覆盖件的整体强度就普遍偏低,因此,要针对这一问题在结构上对其进行加强。过去覆盖件常用的结构多是薄板,或采用薄板作为护板在内侧焊接型钢进行加强,同时将型钢上作为护罩与机器支架安装的连接点。常用的型钢有角钢、矩形管等,根据覆盖件尺寸大小选择型钢的型号。由于薄板焊接很容易产生变形,护板与型钢之间的焊接设计为点焊。当然,以往的护罩为简单的结构,护板为一平板。在实际中,护板还可能需要折弯甚至是多次折弯。加强型钢也不一定形成框架,一些小的护罩仅仅是在内侧焊接 1 根或 2 根平行的角钢或扁钢,增强其抗变形的能力。
1.2 制造工艺
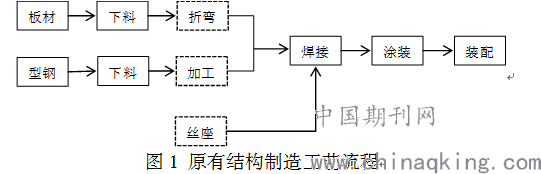
因为结构比较简单化所以制造流程也相对简单,原有的制造流程如下图所示(图1)。板材在实施完切割后就与型钢直接进行焊接,或经过折弯后与型钢焊接。型钢在经过切割之后与薄板焊接在一起或钻孔后与薄板焊接。为了避免发生敢接变形,通常采用的是小电流焊接法进行。焊接后进行涂装,工序包括酸洗、磷化、喷漆。涂装后便进入装配。用到的设备主要是切割机、折弯机、钻床、电焊机和涂装生产线,折弯需要合适的刀具,焊接一般不需要工装,但复杂的覆盖件则需要拼焊,需要采用简单的工装。
1.3 存在问题
再简单的事物也避免不了会有不足存在,虽然原有的制造工艺比较简单,但也存在着一些问题等待完善,特别时在人们对外观美感越来越重视的前提下,各种问题也随之凸显出来。首先是存在的变形问题,由于所采用的材质比较薄导致变形问题普遍存在,变形很容易使得护罩与之家之间无法装配,与相邻护罩间的间隙不够匀称导致装配作业效率低下和整体产品外观质量不高。比如,采用型钢加强后,在型钢与护板的焊点,护板会向外突起变形,使得表面平整度差,尤其在涂装后十分明显,对外观质量的影响十分明显,尽管在焊接时采用低电流会使这种突起变形减小,但无法彻底消除。另一个是对涂装的影响。对于采用型钢加强的覆盖件,由于型钢与薄板之间采用的是点焊,两者之间存在着很小的缝隙。在进行酸洗磷化时,这些缝隙中容易残留液体,影响涂装质量。
2 改进结构与制造工艺
2.1 结构设计
在实际结构改进过程中最值得关注的问题就是,尽可能的实现减少或彻底不对型钢进行使用。没有型钢的加强如何实现结构强度的加强呢?一般薄板自身部分地方由于变形会形成突起的楞,而这些“楞”就像是在薄板的表层焊接了型钢一样,能够起到增加护罩结构强度的作用。设计过程中可以根据外形的不同设计出不同的形状效果,分布可根据护罩面积的大小和实际的强度需要进行设计。
2.2 制造工艺
虽然与原本的结构相比较有了很明显的改善,减少或避免了焊接环节的出现,可是从另一个角度看却增加了很多复杂的成型工序。在进行完板材切割下料后就实施冲压成型,接着进入到涂装工序。对于结构复杂的覆盖件在实施完冲压成型操作后还要对多余的材料进行切割,并焊接安装丝座。用到的设备有切割机、液压机、电焊机、涂装线等,对于空间三维的覆盖件,为提高成型后的切割精度与效率,可采用三维激光切割机,工装主要是成型模具。
2.3 改进后优点
通过改进后结构在一定程度上整体有了很多方面的优势,具体总结为以下几点:第一,在对结构进行改进后,型钢与其他护板之间的点焊缝已经不存在,极大的减少了焊接的数量,同时也避免了护板向外突起变形问题的发生,保证了结构表面的平整度,对于提升外观质量有很大意义;第二,型钢与护板之间的缝隙也不复存在,避免了涂装前处理过程液体残留和喷涂时的死角,无论采用哪种涂装工艺,表面都能喷涂上漆膜;第三,结构强度好,变形小,安装尺寸和外形尺寸容易保证,便于安装,护罩之间配合均匀。但是,结构改进后需要采用冲压成型工艺。冲压成型需要相应的液压机和冲压模具,设备工装复杂,资金投入较大。如果生产达不到一定的批量,会造成单件生产成本偏高。
3 结 语
综上所述,社会的发展和进步带动了我国机械制造业的发展,当前很多工程机械制造厂商在关注机械性能的同时也提高了对其外观质量的重视度,因为很多的表面问题会使得用户不想购买。所以,机械制造业也逐渐将重点转移到表面功夫上,加大了对外观设计及各项制造工艺的投入力度。覆盖件属于工程机械的光鲜的外衣,它的美观与否决定了工程机械的外观质量。而美观与否不仅仅取决于覆盖件最终的涂装质量,还取决于它的成型质量与精度。要实现机器护罩之间配合均匀、严丝合缝,又取决于结构的设计和实现的工艺手段。因此,在充分兼顾成本的情况下,工程机械覆盖件设计上应考虑结构改进,工艺上要采用先进的工艺手段。
参考文献:
[1]张瑞,杨季龙,王宝宁,杨小朋,李淑忠.工程机械覆盖件的结构与工艺改进[J].建筑机械化,2012,11:89-91.
[2]安芳清.工程机械覆盖件涂装工艺的探讨[J].科技展望,2017,01:61.
[3]师小花.如何做好工程机械覆盖件产品检验工作[J].装备制造技术,2015,02:175-177.
论文作者:韩涛,徐金凤,单强
论文发表刊物:《电力设备》2017年第18期
论文发表时间:2017/11/6
标签:型钢论文; 结构论文; 工程机械论文; 护罩论文; 薄板论文; 涂装论文; 外观论文; 《电力设备》2017年第18期论文;