中冶宝钢技术服务有限公司
摘要:表面裂纹是连铸板坯表层最常出现的缺陷之一,它直接影响后工序的轧制质量。通过不断的探索和试验,湛钢钢铁对连铸坯浇铸及表面裂纹缺陷的控制技术有了一定成果。目前对连铸机浇铸过程中产生横裂纹有很多有价值的理论研究,但对表面裂纹缺陷的手工清理技术探讨却很少。本文论述了JT系列钢种连铸坯表面裂纹缺陷的分布规律,以及工火焰清理工艺,该工艺能够有效减少表面裂纹缺陷,提高了连铸坯的表层质量,而且方法简单,便于操作和推广。
关键词:连铸坯;表面横裂纹;手工清理
目前,国内外通常将碳含量在0.08%~0.18%范围内的钢称之为裂纹敏感性钢,湛钢钢铁生产的JT5Q系列钢种,就是这种典型的横裂纹敏感钢之一。由于这类钢凝固过程中发生包晶反应,产生相变,导致连铸坯表面易产生裂纹缺陷,从而恶化铸坯表面质量,引起轧材的裂纹产生。这类裂纹缺陷主要包括横裂、角部纵裂及侧面裂纹,尤其横裂纹缺陷在表面距离边部300mm位置拉枪过程中很难发现,但在轧制30mm以上厚度压下比较小的钢板时,容易产生星状裂纹,成材率低。
1 人工火焰清理工艺
连铸坯人工火焰清理工艺是指使用火焰清理枪将连铸坯表层缺陷清理干净,并对连铸板坯角部进行火焰拉枪检查,若发现裂纹等缺陷则扩大清理面积或清理深度,以提高连铸坯轧制收得率。
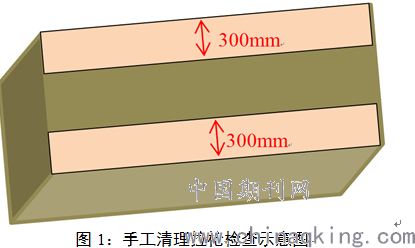
JT5Q系列钢种传统手清工艺要求首先对连铸坯表面进行拉枪清理(见图1),视铸坯裂纹缺陷情况确定清理的面积与深度。
2 JT5Q钢种连铸坯表面横裂纹缺陷的分布规律
对连续几月出现JT5Q系列钢种连铸坯进行拉枪清理缺陷检查,通过215块连铸坯的实绩进行统计分析,发现当拉枪表面宽度1-300mm的连铸坯出现表面裂纹缺陷占49.7%,1-100mm占20.9%,1-200mm占29.3%;见表1。由此得出结论,连铸坯横裂纹缺陷主要集中发生在1-300mm深度位置。

3 湛钢JT5Q系列钢种生产实绩
从投产至今,JT5Q连铸坯轧制封锁率一直在较高水平徘徊(见表2)。从表中可以看出轧制星裂块数占总量的平均数为50.9%,单一缺陷封锁率较高。而连铸坯表面横裂纹缺陷,是导致轧制星裂的主要原因。

4 手工清理JT5Q系列缺陷新工艺
①拉枪清理检查:JT5Q表面裂纹敏感钢种板坯上线进行手清作业时,采取每流的第一块板坯进行拉抢检查,使清理宽度度控制在1-300mm内,深度控制在1-2mm内。拉抢结束后,清除熔渣进行仔细检查,空冷4小时后确认缺陷部位、严重程度。
②扒皮清理:沿板坯长度方向直线清理,每条重叠1/4,缺陷严重反复多次清理,不要将缺陷遗留下来。
③清理毛刺:分别在铸坯的上表面和侧面对手清作业中产生的毛刺和熔渣进行清除。
④在扒皮清理时应注意掌握清理枪的角度在25-30度夹角,压枪要均匀,严禁漏清,同时调低高压氧确保将粘附在表面毛刺及熔渣清除干净,保障板坯表面光洁。
扒皮清理工艺完毕后,每流应取一块铸坯重新上线检查,确认表面裂纹已经清除干净,如发现仍有角裂纹,应及时返回视情况作重手工清理或纵向切割处理。
5 结语
JT5Q钢种扒皮清理工艺自2017年1月实施以来,该钢种临时封锁率得到了显著的降低,临时封锁率由原来平均3.8%,降低到2.1%。新手工火焰清理工艺可以有效清除JT5Q系列钢种连铸坯表面裂纹缺陷。
参考文献:
[1]赵晗,任一峰.《连铸坯角部横向裂纹的形成机理与定量评估》.理化检验-物理分册,2006年第42卷第11页.
[2]宁曙光,高文星.《预防铸坯表面横裂纹的新工艺》.钢铁研究,2011年第3期.
论文作者:吴庆兆
论文发表刊物:《基层建设》2017年第24期
论文发表时间:2017/11/17
标签:裂纹论文; 缺陷论文; 钢种论文; 表面论文; 连铸论文; 工艺论文; 系列论文; 《基层建设》2017年第24期论文;