摘要:为满足我国经济全面化发展的要求,机械制造业作为实体经济中最为重要的一环获得了重要的发展机遇。其中,作为机械产品来讲,其加工工艺性与装配工艺性对于提升机械产品的质量与性能有着至关重要的作用。鉴于此,本文以分析相关机械产品设计实例的方式来研究零件结构机械加工工艺性与装配工艺性,以供专业人士借鉴与参考。
关键词:机械零件;加工工艺性;装配工艺性;研究
尽管我国经济具有良好的发展态势,但是实体经济发展速度仍不理想,而作为实体经济产业中的机械制造业也遇到了发展困境。鉴于此,我国开始关注机械制造业的发展,并且提出了工业4.0和智能制造的发展战略,以便加快机械制造技术的发展速度。其中,精密化、大型化以及自动化已经成为未来机械产品的发展趋势,所以对机械产品中零件的精密度、制造效率以及装配的难易程度有着更高的要求,从而达到提升机械产品合格率,降低制造成本的目的。因此,加大力度研究机械零件加工以及装配工艺性就显得尤为重要。
一、零件结构机械加工工艺性
通常来讲,机械零件普遍具有比较复杂的加工工艺。此外,对于精度、批量尺寸、形状以及不同机械性能的机械零件,其所用到的切削刀具、制造方法以及加工设备均有所区别。因此,机械零件的加工工艺性应在机械零件设计过程中加以充分考虑。
1、零件加工工艺性要求
1.1 零件结构应减少机加工
机械零件为达到设计所要求的形状,通常需要对其表面材料进行切削加工,通常会使用钻床、铣床以及车床等机床完成机械加工,并且需要用到较多物力与人力资源。因此,当设计侧板、盖板等不需要承受额外载荷的零部件时,则可以建议使用冲压等加工方式完成零部件的制作。
1.2 零件结构应便于在零件及夹具上安装
夹持面是保证机械零部件可以在机床中卡紧的关键,所以通常需要设计面积足够大的夹持面。此外,待加工零部件的卡紧次数应尽量减少,并且建议较多零件表面可以在以此装卡中加工完成,从而提升待加工零件的加工精度与效率。
1.3 零件应具有合适的精度、表面粗糙度、热处理要求
零件的功能性是设计机械零件结构时需要注意考虑的重要因素,所以应采用合适的加工材料,从而使得产品的表面粗糙度以及加工精度满足设计要求。
2、零件加工工艺性实例
如图1,支承座,(a)方案整个支承面都要加工,(b)方案将支承面设计成阶梯面,中间部分不需要加工,减少了加工工作量,提高了生产效率。
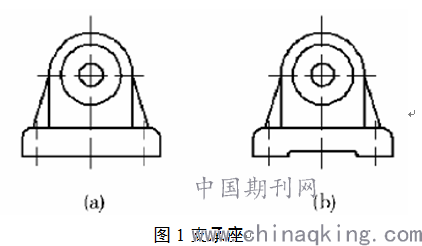
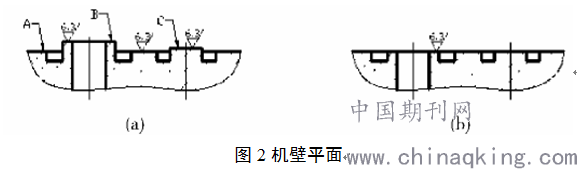
图2机壁平面所示,A、B、C三个平面需分次加工,加工过程至少需分三次工作行程,工艺性差,三个平面相对尺寸精度不易控制,在结构允许的情况下,应设计成同一个平面。所示平面结构,改为同一平面,可以一次走刀加工,缩短调整时间,保证加工面的相对位置精度,工艺性好。
如图3所示锥形销,(a)方案加工时需要分两次装夹,生产消耗率低,并且圆锥面和圆柱面同轴度较难保证。(b)方案增加了一段圆柱,可以一次装夹,并且同轴度容易满足要求。
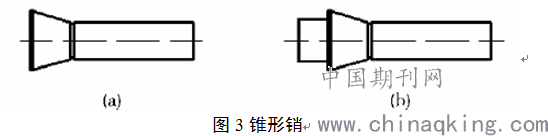
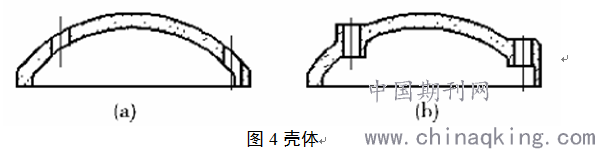
图4壳体(a)所示,左侧孔的人口端和出口端都是斜面或曲面,钻孔时钻头两个刃受力不均,容易引偏,而且钻头也容易损坏右侧孔人口端是斜面或曲面,并且孔的一部分设计在壳体的壁上,应该更改孔的位置,或者更改该处壁厚。(b)结构较为合理,容易加工,加工精度也容易保证。
二、装配工艺性
1、机械装配工艺性要求
1.1 零件应便于存放、安装、运输
从形状设计上来降低零件出现摔坏或倾倒的概率,并且可以易于存放与放置。此外,零件的设计应可以准确定位与安装方便。为避免零件之间出现划伤,应在圆轴类零件中设置倒角。设置止口、凸台以及定位销等结构,可以更好地定位零件安装的位置。与此同时,应注意设置吊耳、吊耳在大型零部件中,以便更好的完成运输作业。
1.2 零件应具有防装错设计
产品装配过程中应注意防止相似零件的错误安装。相似产品装配时,容易混淆,不易发现,一旦错误安装,会对产品的功能和性能产生影响,甚至损坏产品,产生安全隐患。
1.3 装配时采用防松措施
螺钉连接应该具有防松措施。常用的螺钉紧固方法分别为:弹簧垫片紧固方式、螺纹厌氧胶紧固方式、保险丝紧固方式、恒定扭力紧固方式、双螺母紧固方式、开口销与带槽螺母配合方式等。具体而言,应依据产品功能、性能要求、使用环境等来确定合理的紧固方式。例如,航空产品需要有两种防松措施,可以选择弹簧垫片紧固方式+螺纹厌氧胶紧固方式,或弹簧垫片紧固方式+保险丝紧固方式。
1.4 采用调整装置提高装配精度
由几个或多个零件组合而成的部件,可以通过调整各零件的位置,使误差互相补偿而达到较高的精度,也可以通过螺钉或垫片来调整。
1.5 设置检验措施或结构以保证产品的质量
设计时应考虑在装配完成后便于检验机器的各项性能。例如,齿轮减速器上的观察孔,可以在不打开箱盖的情况下观察齿轮的啮合情况及测量齿轮的侧隙;气压阀模块,在壳体上开若干测试接口,方便测试人员调试、检验时测量阀内气压大小。
2、机械装配工艺性实例
轴承在轴上装拆时应避免从外圈施力,因此在设计时,应使轴肩高度小于轴承内圈厚度,使轴承内圈露出轴肩,便于用工具通过内圈将轴承拆下。轴承在座孔上装拆时应避免从内圈施力,在设计时,应使轴承座孔的凸肩高度小于轴承外圈的厚度。图5轴承座,(a)的设计不合理,首先,座孔的凸肩高度大于轴承外圈的厚度,并且,座孔安装面过长,轴承外圈装拆都困难其次,轴肩高度大于轴承内圈厚度,轴承内圈的拆卸也是困难的。(b)的设计较合理,座孔设计成阶梯孔,方便轴承进人装配位置,座孔凸肩高度和轴肩高度合理,方了更装配和维修。
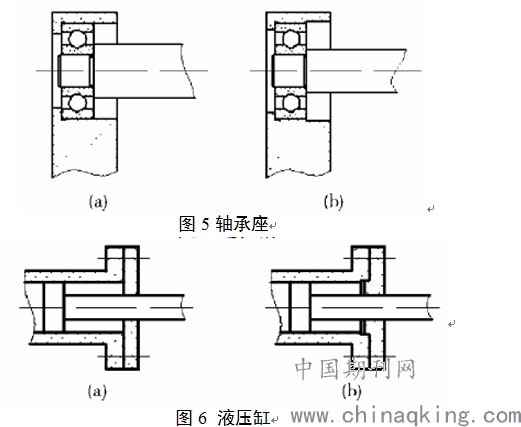
装配零件要有定位基准。零件的结构设计,要确保在装配时能方便准确地达到所要求的位置。图6所示液压缸缸盖的装配结构,活塞杆由缸盖的中心孔穿出,与缸体内圆表面同轴度要求较高,(a)结构不能保证其同轴度。(b)结构较好,缸盖设计凸缘,缸体内壁端面设计的止口,通过凸缘与止口的配合作为定位基准,容易满足缸体内圆表面和缸盖中心孔同轴度要求。
装配和维修结构工艺性对于产品的整个生产过程有很大影响。它是评定机器设计好坏的标志之一。机器的装配工艺性要求机器结构在装配过程中,使相互联接的零部件不用或少用修配和机械加工,就能按要求顺利地、花比较少的劳动量装配起来并达到规定的装配精度。装配过程的难易、成本的高低以及机器使用质量是否良好,在很大程度上取决于它本身的结构。
三、结语
总的来说,零件本身应该有好的机械加工工艺性,能够容易满足设计要求,缩短加工周期,降低加工成本。装配工艺性和零件机械加工工艺性一样,对机器的整个生产过程有较大的影响,好的装配工艺性,容易满足装配精度,减少装配工作量,缩短装配周期。
参考文献
[1] 线澎湃.机械零件加工变形因素分析及优化改进[J].科学中国人. 2014(18).
[2] 丁向琴,周学冬.关于机械零件加工变形原因和改进处理措施分析[J]. 科技风. 2014(16).
论文作者:刘朝霞
论文发表刊物:《基层建设》2017年第16期
论文发表时间:2017/10/11
标签:零件论文; 加工论文; 内圈论文; 结构论文; 紧固论文; 精度论文; 工艺论文; 《基层建设》2017年第16期论文;