摘要:翻转机围轮壁板直径大、板厚较厚、重量大,受场地、起重设备的影响,翻转围轮先分二片组合,焊接变形要求控制在±3mm;由于焊接变形要求特别高,工艺控制稍微不当,就会产生焊后变形,变形后产品矫正困难,从而不能保证产品质量,因此焊接过程控制尤其重要。
关键词:焊接,变形,焊缝
绪论
中国钢产量自1996年突破1亿吨以后,连续9年居世界第一。2003年我国的钢产量已超过2亿吨。钢材的实际消费量也大,如40%的钢材要经过焊接加工才能成为有用的构件和产品。焊接低碳钢和低合金结构钢的主要技术问题是焊接变形。
钢柱是工业厂房和民用框架的主要支撑结构构件。其制作特点是:构件截面尺寸和高度达,钢板厚,焊缝多,变形控制困难,集合尺寸要求严格,制作工艺复杂。
如何控制焊接变形是焊接结构生产的关键问题,也是保证产品合格的重要里程碑。
一、焊接变形的概述
焊接变形是钢构件在未受荷载前,由于施焊电弧高温引起的变形。包括缩短、角度改变、弯曲变形等。
焊接变形可分为面内变形和面外变形。焊接变形的面内变形可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形,面外变形可分为角变形、弯曲变形、扭曲变形、失稳波浪变形 。
二、技术要求及其特点
本文章只针对某项目的翻转机制作要求而讨论。
某项目的翻转机围轮(钢柱+法兰)(图1)壁板直径范围:10500mm,围(壁)板厚度:35mm,内壁衬板厚度为30mm,法兰厚度为50mm;材质为Q345C;由于受场地、起重设备的影响,翻转围轮先分二片组合,然后整体组合焊接,法兰与围板、围板与内壁衬板焊接要求全熔透,法兰及围板焊接变形要求控制在±3mm,焊接完成后进行100%UT。
由于翻转机围轮直径较大,重量大(钢柱4.6t),焊接变形要求特别高,如果工艺控制稍微不当,就会产生焊后变形,从而不能保证产品质量,因此焊接过程控制尤其重要。
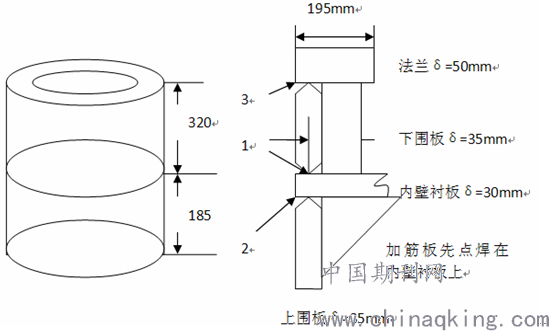
图1(注:组装时法兰方向朝下)
三、影响焊缝变形的主要原因
1.焊缝截面积的影响
坡口过大,焊缝截面积是指熔合线范围内的金属面积,焊缝面积越大,冷却时收缩引起的塑性变形量越大,就会导致焊接量增大,焊接残余应力叶随之大大增加;坡口过小,易形成深而窄的型式,焊缝成形系数偏小,因此坡口的大小选择起着至关重要的作用。在焊缝中心由于区域偏析会聚集较多的杂质,在拘束应力下抗热裂纹性能差。
2.焊接层数的影响
1)横向收缩:在对接接头多层焊接时,第一层焊缝的横向收缩符合对接焊的一般条件和变形规律,第一层以后相当于无间隙对接焊,接近于盖面焊道时与堆焊的条件和变形规律相似,因此,收缩变形相对较小。
2)纵向收缩:多层焊接时,每层焊缝的热输入比一次完成的单层焊时的热输入小得多,加热范围窄,冷却快,产生的收缩变形小得多,而且前层焊缝焊成后都对下层焊缝形成约束,因此,多层焊时的纵向收缩变形比单层焊时小得多,而且焊的层数越多,纵向变形越小。
3.焊接热输入的影响
一般情况下,热输入大时,加热的高温区范围大,冷却速度慢,使接头塑性变形区增大,不论对纵向、横向或角变形都有变形增大的影响。
4.工件的预热、层间温度影响
预热温度和层间温度越高,相当于热输入增大,使冷却速度减慢,收缩变形增大。
5.焊接方法的影响
熔焊使焊缝及其附近的母材经历了一个加热和冷却的热过程,由于温度分度不均匀,焊缝受到一次复杂的冶金过程,焊缝周围受到一次不同规范的热处理,引起相应的组织和性能的变化,直接影响焊缝质量。金属结构焊接常用的焊接方法有埋弧焊,手工焊和CO2气体保护焊等,各种焊接方法的热输入差别较大,埋弧焊热输入最大,在其他条件如焊缝面积等相同情况下,收缩变形最大;手工电弧焊热输入居中,收缩变形比埋弧焊小。CO2气体保护焊热输入最小,收缩变形响应也最小;一般情况下,焊接热输入大时,加热的高温区范围大,冷却速度慢,接头塑性变形区增大。
6.结构的刚性对焊接变形的影响
结构的刚性大小,主要取决于结构的形状和其截面大小,刚性较小的结构,焊接变形大;刚性大的结构,焊后变形较小。
7.装配和焊接规范对焊接变形的影响
由于采取的装配方法不同,对结构的变形也有影响。整体装配完再进行焊接,其变形一般小于边装配边焊接。
四、防止和减少结构变形的措施
1.找平
焊接前将钢柱垫平,最好用水平仪找平。
2.选择焊接方法
CO2气体保护焊(收缩变形响应最小),焊丝型号ER70S-6,直径为1.2mm。
3.焊接参数的确定
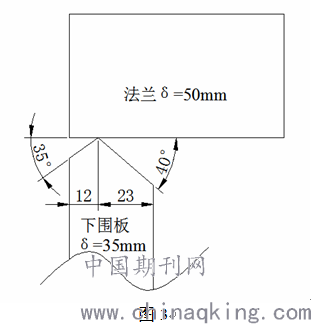
CO2气体保护焊焊接的层数和工艺参数如表1-1
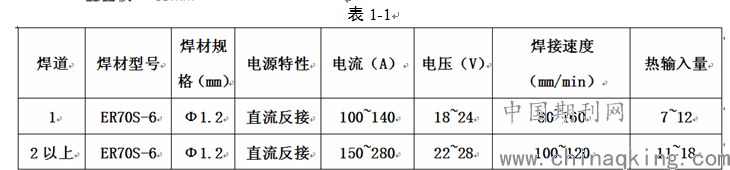
4.坡口形式
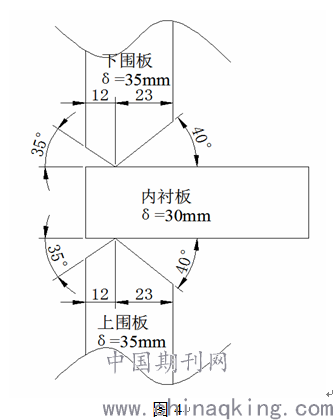
围板拼接开U形坡口(见图2),坡口角度为30°,坡口半径R为8mm;考虑围板与法兰、围板与内壁衬板的焊接存在焊接向外变形量大,向内凹变形小的特点及以往的焊接经验,围板与法兰焊接采用开双面不等边K形坡口,围板内壁为2/3板厚,坡口角度40°,围板外壁为1/3板厚,坡口角度35°(见图3);
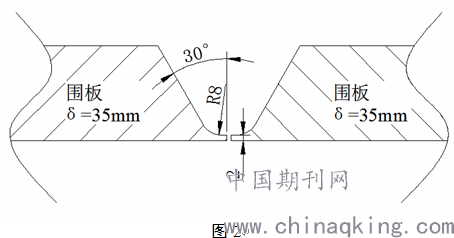
围板与内壁衬板焊接采用开双面不等边K形坡口开双面不等边K形坡口开双面不等边K形坡口围板内壁为2/3板厚,坡口角度40°,围板外壁为1/3板厚,坡口角度35°(见图4);
5.预热温度和层间温度
预热温度为100~150℃,层间温度≤200℃。
6.焊工的选择
选择素质较高,技术较好的施焊人员4~6人。
7.组合
立柱周长为32.97m,上下围板各有三块钢板拼接而成,先焊接围板纵焊缝,然后再进行围板和衬板、法兰组合焊接,因为先进行围板和衬板、法兰组合焊接,第一是组对困难,第二是围板和衬板、法兰组合焊接会导致围板纵缝产生很严重的变形,从而影响到纵缝的组对与焊接,再者,先焊围板纵缝,纵缝可以自由收缩,对围板和衬板、法兰组合焊缝也没什么影响,而先焊围板和衬板、法兰组合焊缝,由于围板纵缝一端被固定,导致不能自由收缩,残余应力和应力变形会大大增加。
先焊围板纵向焊缝→上、下围板与内壁衬板组合→下围板与法兰组合→内壁加加强筋板(注:法兰、下围板及内壁衬板所用加筋板规格:δ12*160*320mm,上围板及内壁衬板所用加筋板规格:δ12*180*180mm,加筋板间隔500~550mm。)。
上围板与内壁衬板组合,先组合加筋板与内壁衬板(点焊固定),再进行上围板与内壁衬板组合,用直角尺测量上围板与内壁衬板是否垂直,垂直后才进行加筋板加固,焊角不小于12mm(分段焊接,焊接长度不小于75mm)。
下围板与法兰组合,先组合内壁加加强筋板与内壁衬板(点焊固定),再进行下围板与内壁衬板组合,用直角尺测量上围板与内壁衬板是否垂直,垂直后才进行加筋板加固,焊角不小于12mm(分段焊接,焊接长度不小于75mm)。
8.焊接顺序
先焊围板纵向焊缝焊接,上、下围板与法兰、内壁衬板组合焊采用焊接分段对称焊接,焊接顺序如图5;
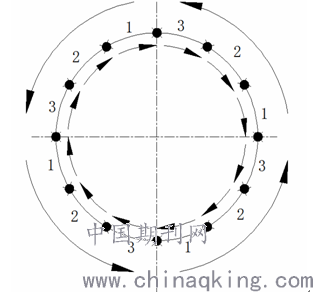
围板与法兰、围板与内壁衬板的焊接采用交叉焊接,先焊接内壁,再焊接外壁,内壁六层,外壁三层焊接顺序如下,每次焊接都进行预热。

五、效果
翻转机围轮焊接变形控制在符合要求范围内,焊接接头中没有产生冷、热裂纹等缺陷,焊缝目视检查和NDE检测100%合格,通过了公司内部QC和业主的验收。
结论
翻转机围轮焊接变形控制,采用合理的坡口设计,在焊接过程中采用合理的焊接方法和焊接参数,选择合理的焊接次序,随焊强制冷却,等措施均可降低焊接残余应力、减小焊接变形。
1. 采用合理的坡口设计
2.厚板焊接尽可能采用多层焊代替单层焊。“T”形接头板厚较大时采用开坡口对接焊缝,双面均可焊接操作时,要采用双面对称坡口,并在多层焊时采用与构件中心线(或轴线)对称的焊接顺序。
3.纵向加强肋和横向加强肋的焊接采用间断焊接法,中心板和内环板之间的焊缝,可由数名焊工均布对称施焊,同时进行。
4.组焊时要采取合理的焊接顺序,根据结构和焊缝的布置,要先焊收缩量较大的焊缝,后焊收缩量较小的焊缝;先焊拘束度较大而不能自由收缩的焊缝,后焊拘束度较小而能自由收缩的焊缝。
5.选用不同的焊接参数,采用能量密度较高的焊接方法,通过较小的焊接热输入,控制焊接温度场,减小焊接变形。
6.采用焊强制冷却的方法使焊缝处热量迅速散走,减小金属受热面,也能能够显著地降低残余应力和减少焊接变形。
参考文献
[1]《焊接手册》第3卷 焊接结构 中国机械工程学会焊接学会 编.
[2]《焊接变形的控制与矫正》付荣柏 编著.
论文作者:龚蝉娟
论文发表刊物:《基层建设》2017年第24期
论文发表时间:2017/11/17
标签:内壁论文; 组合论文; 法兰论文; 衬板论文; 纵向论文; 结构论文; 应力论文; 《基层建设》2017年第24期论文;