摘要:SPC是统计过程控制(StatisticalProcessControl)的英文缩写,即使用诸如控制图等统计技术分析关系或其输出,以便采用适当的措施来达到并保持统计控制状态,从而提高过程能力。它应用统计技术对过程中的各个阶段进行监控,从而达到保证与改进质量的目的,主要强调全过程的预防。
关键词:SPC;统计技术;过程控制
许多质量管理技术是对已出产的产品(包括半成品)进行分析、检验或评估,抽样检测是判断一批产品是否合格的方法,它通过对不合格的产品分析,发现设计与制造的中的问题,以找出提高产品质量的途径和方法,这是一种“事后”的补救性的方法。统计质量管理则与这种方法不同,它是在生产过程中的各个阶段对产品质量进行实时的监控与评估,是一种预防性方法。统计过程控制,从内容上来说主要有两个方面:一是利用控制图分析过程的稳定性,对过程存在的异常因素进行预警;二是计算过程能力指数分析稳定的过程能力满足技术要求的程度,对过程质量进行评价。
一、统计过程控制基本原理
1.1小概率事件原理
在生产过程中,仅有相互独立的偶然性因素影响时,产品特性值X会服从正态分布,即N(μ,σ2),P(μT-3σT<T<μT+3σT)=0.9973。X落在以(μ-3σ,μ+3σ)为上、下控制线外的概率之和只有0.27%,这是很小的概率。出现这样概率的事件称为小概率事件。根据概率统计理论,小概率事件在一次实验中是不会发生的。如果发生了,则说明原来的分布受到了异常因素的影响处于失控状态。
1.2影响产品质量的来源
根据来源的不同,影响质量的原因(因素)可归结为5M1E(人员、设备、原材料、工艺方法、测量和环境)。但从对产品质量的影响大小来分,又可分为偶然因素与异常因素。偶因引起质量的偶然波动,异因引起质量的异常波动。休哈特的实质是区分偶然因素与异然因素两类因素。因此,我们可以根据质量的特性的分布去区分波动的类型。当随时间变化,质量的特性分布为保持不变的正态分布时,这时为正常波动。当质量的特性发生变化时,则存在异常波动,需要去识别它,并加以剔除。
二、控制图的原理与构造
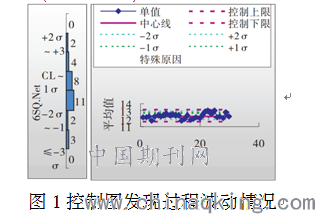
控制图是根据正态分布的3σ原理而构造出来的。图上有中心线(CL)、上控制限(UCL)和下控制限(LCL),并有按时间顺序抽取的样本统计量数值的描点序列。将这三条水平线画在一张坐标纸上,其横轴为时间T或样本序号,纵轴为观察值,这就形成了一张控制图,图1是利用控制图发现过程波动情况的例子,通过控制图发现过程质量指标和工艺指标的变动差异。这些上、下控制界限被用来判断生产过程有无异常。综上可知,控制图实际上是生产过程质量的一种记录图形,它提供了判断过程是否处于统计控制状态的一种方法。目前最常用、最基本的是X-R(均值-极差)控制图,灵敏度高,极差计算简便。
三、过程统计技术在数据波动监控方面的应用
在统计技术导人过程,企业应考虑从关键过程的质量指标和工艺指标要求制定数据统计与分析方案,考虑产品如卷烟产品,不同卷烟生产量的批量大小、是在制丝过程还是卷接包过程、是对各项质量指标的抽样还是对各个工艺参数的抽样,结合不同的工艺参数、质量数据选取恰当的抽样数量、抽样频率,选用合适的统计工具。根据系统策划数据监控强度,建立和完善过程首检、巡检、末检等制度,加强数据收集和统计分析数据库建设。
3.1工序过程能力分析
应用过程能力分析可以发现分析过程的加工能力。图2、图3是某卷烟厂4、5月份包装、外观不合格数。
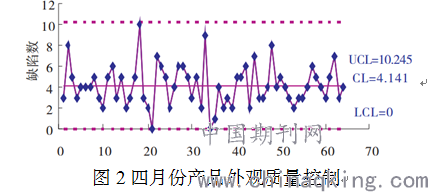
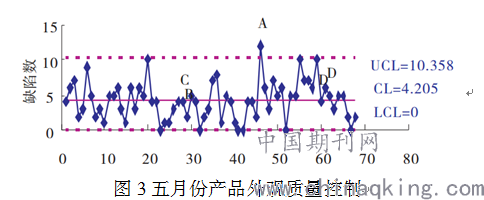
由图2、3可以看出,5月生产产品盒装合格率相对偏低,其他牌号箱装、条装、盒装、空头及烟支外观检测项目相对比较稳定。控制图上控制界限由4月的10.245上升到了5月的10.358;均值控制限由4月的4.141上升到了5月的4.205,控制图分析显示,有1个节点超出上控制限,即5月19日乙班烟支外观缺陷数相对较多,由此说明该牌号烟支外观项存在轻微质量波动,但整体未出现异常质量现象。
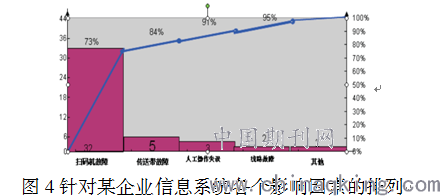
3.2排列图分析
应用排列图可以对影响过程控制各个因素进行收集、归类分析,从而找出主要问题和问题的主要因素,抓住问题的关键点,精力集中解决关键问题。运用排列图可以找出关键问题以及日常的质量问题。如图4所示,在过程分析中,应用排列图可以直观地找出影响信息系统问题的主要影响因素。
3.3趋势图分析
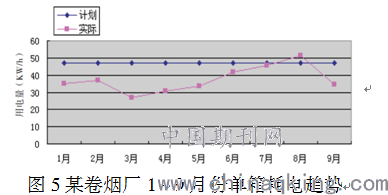
应用趋势图可以生动、直观地发现生产过程某个工序产品质量指标的变化趋势,对研究过程质量指标、工艺指标的波动趋势有重要作用,趋势图看还可以应用于消耗分析、能源应用分析等。图5是某企业用消耗趋势图。从图5可以看出,该企业6~9月单耗增加是由于夏季车间制冷机运行、办公楼制冷机等增加了用电,导致了电耗增加;当夏季过后制冷机、空调停止运行,用电量同步减少,因此单耗下降。
四、结语
推广应用过程统计技术,使企业过程管控由偏重于过程检验转变为更加注重事前预防。在信息技术应用步伐逐步加快的今天,企业应把过程统计技术应用作为全面提升过程管理水平、狠抓基础管理工作的重要抓手,并将统计技术在相关管理领域,如设备管理、目标分析、材料管理、生产分析等环节进行推广应用。
参考文献:
[1]浅谈SPC在工艺过程质量控制中的实施[J].张跃华,张晶.中国新技术新产品.2014(09)
[2]统计过程控制在大型生产线上的应用[J].刘莉宏.北京工业职业技术学院学报.2016(03)
[3]统计过程控制(SPC)及其应用研究[J].钱夕元,荆建芬,侯旭暹.计算机工程.2013(19)
作者介绍
许东霞(1978.9.10),性别:女;籍贯:河南;民族:汉;学历学位:研究生、硕士;职称:副教授;职务:教师;研究方向:电气自动化技术
论文作者:许东霞
论文发表刊物:《电力设备》2017年第17期
论文发表时间:2017/10/18
标签:过程论文; 质量论文; 因素论文; 概率论文; 技术论文; 指标论文; 异常论文; 《电力设备》2017年第17期论文;