(内蒙古隆升建筑安装工程有限公司,内蒙古,包头,014030)
【摘 要】本文主要介绍碳弧焊工艺在导电板铜母线现场施工中保质保量快速实用及为公司带来的经济效益。
【关键词】导电板铜母线;碳弧焊
前言
我公司近年来承接了泰达金属钠工程、光华化学工业公司金属钠工程、乌海化工厂氯碱工程等工程项目,其中的导电板铜母线制安不但焊接工作量大,且工期紧,焊接质量要求高,为了保证工期、质量和适合现场操作的焊接方法,现场采用过手工电弧焊,氩弧焊等多种焊接方式,手工电弧焊焊接层数多,焊接速度较慢,往往满足不了合同工期要求,且质量也不易保证;氩弧焊质量可靠,但同样,焊接层数多,焊接速度较慢,且焊接机具较多,工期不易保证;只有碳弧焊不仅施焊速度快,且焊接机具简单,焊接质量也能保证,同时满足了工期紧,焊接质量高,操作简单的要求,为我公司在以后的投标中承接大型工业项目的铜母线焊接取得了宝贵的经验进而产生极大的经济和社会效益。
紫铜在一定程度上具有很高的导电性以及导热性,同时也进一步具有着良好的耐腐蚀性以及可塑性和低温性能等等,但是铜母线作为一种相对来说比较优良的导电体在工程中得到了比较广泛的应用。从其物理、化学性能分析,铜具有高的导热性,需要大功率热源并采取预热措施;铜的线膨胀系数大,由液态转为固态时收缩率大,焊后易产生严重的变形裂纹;在高温下铜的强度、塑性降低,焊接时易在近缝区形成裂纹;在液态时铜能溶解较多氢气,而凝固和冷却过程中氢的溶解度却大大降低,如果焊缝金属具有着比较快的冷却速度,就会在一定程度上导致过剩的氢来不及进行逸出,这样就会在焊缝或者是熔核区产生一定的气孔,甚至在金属内部造成较大的压力,进一步形成裂纹,但是低劣的焊接接头导致电阻在不断的增大,就会致使通电后出现发热的现象,不仅会出现融化的现象,还会出现接头爆裂的现象,在一定程度上出现质量事故,对正常生产产生严重的影响。
为保证工程质量,应该在一定程度上结合各施工现场具体要求,进一步的编制了碳弧焊对铜母线的焊接工艺,为现场施工提供参考。
一.铜母线选择
1.一次配线应尽量选用矩形铜母线,当用矩形母线难以进行加工的过程中或电流小于、等于100A时,可在一定程度上选用绝缘导线。机房类配电柜一般选用铜母线加工。
2.一次母线选用:
2.1图纸有要求的,应按图纸要求选用(主进线柜和联络柜母线按汇流选取),图纸无具体要求时,应按本工艺守则的规定选用。
2.2分支母线一般应以自动空气开关的热脱扣器的额定工作电流为选择母线的依据
二.焊前准备
1.自制一台平滑移动的钢构件(切割下料用),见图1。
(1)10#槽钢 6m×4根 横梁
(2)DN80焊接钢管 0.5m×6根 钢棍
(3)14#槽钢1m×8根 立柱
(4)10#槽钢 0.5m×6根 底横梁
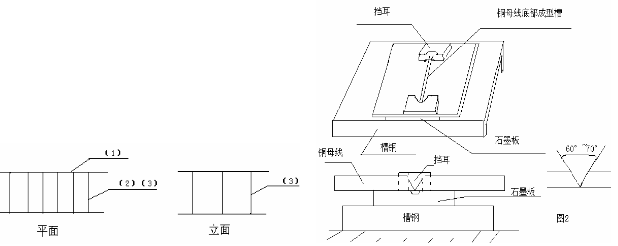
2.布置焊接卡具一套(焊接用),见图2
3、下料:把铜母线运进现场,按规格、长度放好。根据图纸尺寸用电动切割机(7.5Kw电机),齿轮片(φ500*7mm),在平滑移动钢构件上切割下料。
4、开坡口;将铜母线开60°~70°坡口,不留钝边,留2~4mm间隙。
5、为使碳弧燃烧稳定,电极末端加工成20°~30°的顶角,长度为120~150mm。
三、施工所需机具、材料见表1、表2

表2 石墨或碳精电极的比较

四、焊接工艺
1、为保证焊接质量,组装前应对坡口两侧20~30mm范围内的母材及焊丝用化学或机械方法除氧化膜和油污,露出金属光泽。
2、将处理好的铜母线放在焊接卡具上,使对接铜母线的间隙正好骑在石墨板铜母线底部成型槽上(槽宽约5mm,深1~2mm,长度视铜母线宽度而定),在铜母线两侧防置两块石墨挡耳(挡耳的半圆直径等于焊后的焊缝宽度)。
3、焊接参数见表3

* 焊丝的材质与母材相同或高一级均可。
4、操作方法:用气焊火焰将焊丝烤热至350℃~450℃,焊条表面沾满铜焊粉,同时对焊件进行预热处理,预热温度350℃~450℃。在焊缝上撒以适量铜焊粉,即开始焊接。电源采用直流电焊机正接法,焊把线不宜太长(不超高20m为好),焊接时采用“右向焊接法”,先用电极尖端在左面的挡耳上引弧,引燃后先沿焊缝自左至右,再从右返左,以较快的速度来回走两遍,预热焊缝,将母材底部熔化,以达到底部成型良好,在焊接过程中必须使母材充分熔化,这样焊条与母材能良好结合。焊接时采用大的电弧长度,因高的电弧电压,可以防止焊缝中产生气孔(弧长一般控制在20~40mm较合适);电弧移动时不要忽高忽低,来回任意摆动,应使电极与母材表面保持一定距离与角度(见图4);使整个焊口一次完成。电极尖端因焊接而损耗,所以每次施焊1~2个焊口之后,应用锉刀及时休整电极顶角,以便重复使用(顶角过小,电极易烧损,过大,电弧不稳,易跑弧);铜母线焊接时易产生弧偏吹,对焊接很不利,甚至严重影响焊接质量,一旦发生这种情况,可是焊接电源输出“正”极尽量接在靠近焊接部位,最好在焊缝下面的中心处,如还不行,可把“正”极分成两股分别焊在焊缝两侧,或改变电极的施焊角度,也可得到较好的效果。
5、铜在高温时有脆性(400℃~700℃),所以焊后不要马上移动铜母线,以免产生裂纹,可冷却10~20秒后,使温度降到400℃一下再用棉纱加冷水急冷焊口至常温。
五、质量检查:
在对铜母线进行检验的过程中,应该从两方面进行,也就是所谓的对焊缝两侧的导电电阻进行有效的测定,或取焊接试件进行机械强度试验。通过检测导电率达到母材的86~89%,接头的抗拉强度达到22.4kg/mm2。
六、安全保护:
铜母线焊接时,因为电流大,热量集中,弧光辐射很强,又有一氧化碳、二氧化碳、焊粉的蒸汽等气体,对焊工的身体健康有害,应加强防护和通风,为焊工配备相应的防护用具。
铜母线的碳弧焊在施工中不仅弥补了手工电弧焊中速度慢,质量不易保证及氩弧焊机具复杂,速度较慢的缺点,且充分发挥了施焊速度快,机具简单,质量易保证的优势,大大缩短了工期,为投料试车打下了良好的基础。多次得到甲方及设计单位的好评,并使一些施工项目获得省级优良工程,提高了公司信誉,为以后工程成功竞标奠定了良好的基础。
总结:通过上述内容可知,在进行焊接铜母线的过程中,不仅要对防护的相关措施进行有效的加强,同时还要保持着良好的通风,在一定程度上能够为焊工配备相对来说比较适合的防护工具,只有这样才能够让施工项目得到良好的质量保障,为今后的工程项目质量奠定了一定的基础。
参考文献:
[1]焊接工艺
[2]焊工手册
论文作者:李华
论文发表刊物:《工程建设标准化》2015年10月供稿
论文发表时间:2016/3/9
标签:母线论文; 质量论文; 电极论文; 电弧论文; 在一论文; 焊工论文; 机具论文; 《工程建设标准化》2015年10月供稿论文;