摘要:本文通过对带凸缘齿轮结构的分析,介绍了一种带凸缘齿轮的锻造方法。
关键字:锻造 齿轮 变形工艺
齿轮是机械传动中最重要、应用最广泛的零件之一。各种齿轮锻件,尤其是单凸缘双凸台齿轮锻件,是最为常见的一种。常用的锻造工艺方法是自由锻圆饼,然后采用冷加工方式,然而凸缘齿轮锻件形状虽然简单,但其品种繁多,每一种的数量往往较少,是旋转体短轴的主要锻件类型,如果采用常用方法制造,材料利用率低,零件的制造成本也高,如果能采用胎模锻工艺锻造毛坯,将凸缘直接锻造出来,就能提高材料利用率并降低加工成本,降低齿轮的成本,提高企业的效益。带凸缘齿轮形式繁多,针对不同尺寸比例关系,需要采用不同的锻造工艺,下面就介绍一种齿轮的胎膜锻工艺。
图1所示为我公司起重机某型号齿轮的毛坯图。
材料:45;
锻件质量:10.8kg; 下料规格:Φ110mmx150mm。
设备:1/2吨电液锤; 火次:一火。
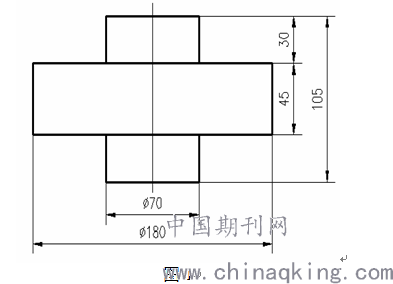
齿轮毛坯尺寸关系:D=180mm,d=70mm,h=30mm,因:D>2d,h<d,因此此锻件毛坯属于宽凸缘和矮凸台的小型双凸台、单凸缘锻件。
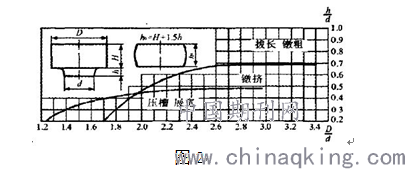
毛坯尺寸D/d=180/70=2.57, h/d=30/70=0.42,根据图2 ,属于压槽-展宽工艺范筹,故可以采用先压槽后展宽的锻造工艺方案。
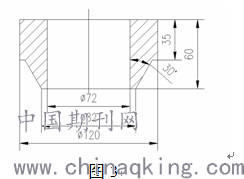
对于这种形式的齿轮毛坯,我们设计了一付套环剁刀,可以实现先压槽后展宽的锻造工艺方法来保证锻件的各部分尺寸,剁刀如图3所示。
根据锻件的材质,我们制定的加热规范为:加热温度:1150℃-1200℃,终锻温度不低于800℃。锻后冷却方式:空冷。
毛坯的变形工艺如下:
1、用天然气室式炉按加热规范加热坯料。
2、镦粗:将加热后原料镦粗至Φ120mm*125 mm;
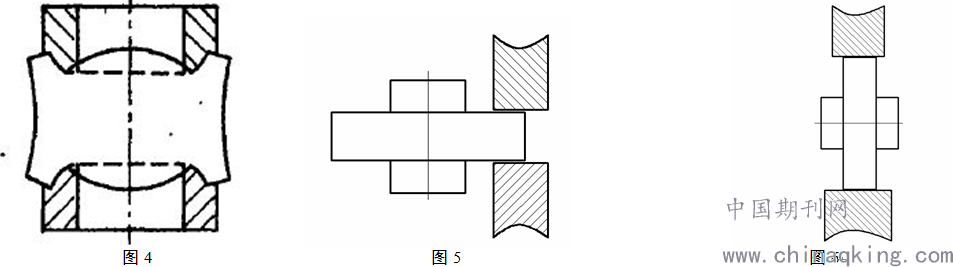
3、两面压槽:用图3所示的套环剁刀,找好毛坯的中心,对已经镦粗的毛坯进行压槽,如图4所示。
4、展宽和平整:将压槽后的毛坯放到锤砧上展宽,使凸缘部分尺寸达到45 mm的要求;平整两凸台平面,保证石村105mm。如图5所示。
5、滚圆和平整:将毛坯的圆柱面进行修整滚圆,平整锻件毛坯的各个平面,用卡钳测量各部尺寸。如图6所示。
6、锻件各尺寸检测合格后,将毛坯堆放空冷。
至此,整个锻件的锻造工艺过程结束。
这种压槽一展宽工艺的优点是:由于采用套环剁刀、压铁等通用工具,在锤砧上展宽时,比整件放在闭式套筒模中焖形所需要的设备能力大为下降,且由于工具简单,锻件的模具成本也很低。
缺点是:锻件尺寸较难以准确控制。由于凸缘部分断面不平整,凸缘外圆柱面与中间凸台圆柱面同轴度也较差,故锻件余量比正常余量大,增加了后续的加工工时量,也浪费了材料。虽然该种锻造工艺有一些缺陷,但对于多品种小批量、没有大型设备的小型锻造厂而言,此工艺仍然得到了广泛应用。
结束语
纵观以上带凸缘齿轮的胎模锻造工艺,可以看出,在小型工厂里,在遇到多品种小批量带凸缘齿轮毛坯的锻造时,采用压槽一展宽锻造工艺,能够取得比较好的效果。.
参考文献
[l]张志文.锻造工艺学[M].北京:机械工业出版社,1995.
[2]《锻压手册》编委会,第二版[M].北京:机械工业出版社,2002.
论文作者:闫加宝,张永成,赵增华,王建中,孙洪国
论文发表刊物:《基层建设》2017年第24期
论文发表时间:2017/11/17
标签:凸缘论文; 毛坯论文; 齿轮论文; 工艺论文; 所示论文; 尺寸论文; 圆柱面论文; 《基层建设》2017年第24期论文;