摘要:本文介绍应用软件SIMATIC S7-300对糖化工段进行开发控制。设计结合了糖化工段工艺流程, 并考虑到现场条件和现有的技术水平,完成了STEP7选型、硬件组态、编程及控制方案实施等。
关键词:组态;控制;糖化
引言
由于原系统老化,须软件升级。系统经常死机,须软件重新组态。完善系统,更利于维护,减少人工劳动强度。因此,它可以改善工作环境,降低单耗,使生产过程更加稳定。从经济角度来说,可以不用投入太多的资金就可以实现系统的升级再利用;从工厂自动控制程度来讲,可以提高工厂整体自动化水平,改善控制质量的同时提高工艺的控制精度和调节能力,达到稳定生产、增产增效的目的。基于以上原因,我们才做此设计对原系统进行系统升级。
1 R150系统存在问题
中粮生化能源(肇东)有限公司糖化工段控制系统下位机用的是S9000控制器,控制系统软件是Honeywell R150,系统平台为Windows3.1。该系统于1996年投入运行后,其运行情况分析如下。
1.1 软件方面
1.Windows3.1系统一方面备份盘仅能用软盘方式保存;另一方面操作平台不友好,不便于操作和管理员的管理。
2.原系统为九十年代开发产品,目前己经到使用周期,经常在运行中出现故障,运行不稳定,安全性差。
1.2 硬件方面
S9000控制器经常出现故障,一方面是I/O卡件本身使用周期己到年限,造成系统软件与控制器的通讯频繁出现故障,维护量较大;另一方面S9000系列需要更换的硬件在市场上很难找到,而且价格昂贵。
2 糖化工艺
2.1糖化工艺简介
糖化是指麦芽及辅料的粉碎,醪的糖化、过滤,以及麦汁煮沸、冷却的过程。糖化工序主要由物料粉碎系统、糖化系统和薄板冷却系统组成。典型的糖化系统一般由糊化锅、糖化锅、煮沸锅和沉淀槽,及附属的CIP系统及水罐系统组成。其控制的特点首先是糊化、糖化、过滤、煮沸以及沉淀。各个工序是间歇进行的,而且在时间上还要交叉作业;其次是温度、压力等模拟量和搅拌电机、打料泵、各种工艺阀门的控制等。开关量比较多,而且控制联系紧密。
3 软件SIMATIC S7-300介绍
SIMATIC S7 系列PLC是德国西门子公司在S5系列PLC基础上于1995年陆续推出的性能价格比较高的PLC系统。其中,微型的有SIMATIC S7-200系列,最小配置为8DI/6DO,可扩展2~7个模块,最大I/O点数为64 DI/DO、12 AI/4 AO;中小型的有SIMATIC S7-300系列;中高档性能的有S7-400系列。SIMATIC S7系列PLC都采用了模块化、无排风扇结构且具有易于用户掌握等特点,使得S7系列PLC成为各种从小规模到中等性能要求以及大规模应用的首选产品。
3.1糖化工段控制方案:
本系统中需要控制的设备很多,设备之间的起动、停止及相互的联锁关系比较复杂。相同或相似的设备很多,比如有许多阀门和闸门功能相同或相似,设计初期的疏忽就会为后期的修改维护带来极大的工作量。
4 控制系统软件开发
4.1 用STEP7设计完成一项自动化任务的基本步骤。
如图4-1示在大多数情况下,建议先组态硬件再编写程序,尤其是对于I/O点数比较多、结构复杂的项目(例如有多个PLC站的项目)来说,应该先组态硬件再编写程序。根据本控制系统的特点,我们采用第一种方式。
4.2 STEP 7硬件组态
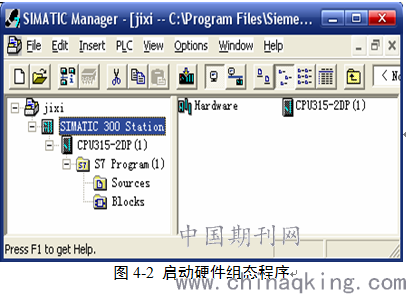
打开用向导创建的项目选中左边窗口中的“SIMATIC 300 Station”,在右边窗口可以看到Hardware和CPU的图标,如图4-2所示。
4.3 糖化控制PLC硬件组态配置
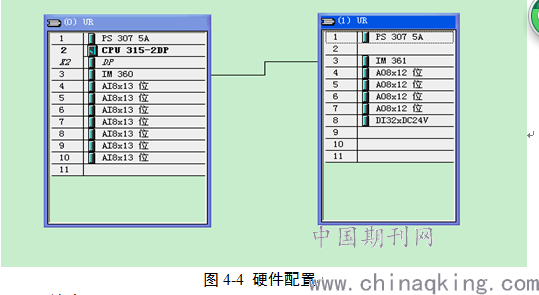
由糖化控制方案及I/O点表确定糖化工段硬件组态配置,如图4-4所示。
4.4 STEP 7编程
在STEP 7软件中,结构华的用户程序是以“块”的形式实现的。块是一些独立的程序或者数据单元,在STEP 7中主要有以下几种类型的块:
组织块——OB(Organization Block)
功 能——FC(Function)
功能块——FB(Function Block)
系统功能——SFB(System Function Block)
系统功能块——SFB(System)
背景数据块——背景DB(Instance Data Block)
共享数据块——共享DB(Share Data Block)
5 结论
通过仿真程序运行正常,达到预期效果。通过本软件,了解主要工艺流程和基本的操作方法,熟悉和掌握常用控制方案,熟悉和掌握大型生产装置的操作步骤,控制系统的投运方法、步骤以及各控制回路PID参数的整定和对控制质量的影响。利用软件STEP7进行选型、硬件组态、编程及控制方案实施等。对糖化系统升级,系统运行稳定,改善工作环境,降低能耗。从经济角度来说,在不用投入太多的资金的情况下就可以实现系统的升级再利用;从工厂自动控制程度来讲,提高工厂整体自动化水平,改善控制质量的同时提高工艺的控制精度和调节能力,达到稳定生产、增产增效的目的。
参考文献
[1] 林德杰.过程控制仪表及控制系统[M].西安: 机械工业出版社, 2001.
[2] 马国华.监控组态软件及其应用[M].北京:清华大学出版社, 2000.
[3] 曾庆波,孙华,周卫宏.监控组态软件及其应用技术[M]. 哈尔滨: 哈尔滨工业大学出版社, 1996.
[4] 陆德民.石油化工自动化控制设计手册[M].西安: 化学工业出版社,1995.
[5]郑龙,龚红梅,王智. Intouch与S7-300 PLC的通讯[J]. 石油化工自动化,2005,(1).1994.38-45.
论文作者:韩雪泉,孟亚男
论文发表刊物:《基层建设》2017年第16期
论文发表时间:2017/10/16
标签:组态论文; 系统论文; 工段论文; 软件论文; 控制系统论文; 硬件论文; 系列论文; 《基层建设》2017年第16期论文;